
MAR EasePA12-CF Nylon 12 Carbon Fiber Reinforced 3D Printing Materials
MAR EasePA12-CF Nylon 12 Carbon Fiber Reinforced 3D Printing Materials
SKU:MR-EasePA12-CF 1KG
Couldn't load pickup availability
Have Doubts? Contact US!!
Have Doubts? Contact US!!
MR-EasePA12-CF Nylon 12 Carbon Fiber Reinforced 3D Printing Materials High Surface Quality and High Strength
MAR MR-EasePA12-CF is specially developed for FDM 3D printing process, and its substrate material is PA12 long-chain nylon, which has low density, low moisture absorption, high strength, high abrasion resistance, excellent chemical resistance and high heat resistance. It also has good dimensional stability, no warpage and no shrinkage during the printing process, and can be used with Quick-Remove support material to solve the problem of poor molding effect on the support surface of complex models.
Specifications:
Materials: 15% Carbon Fiber Reinforced PA12
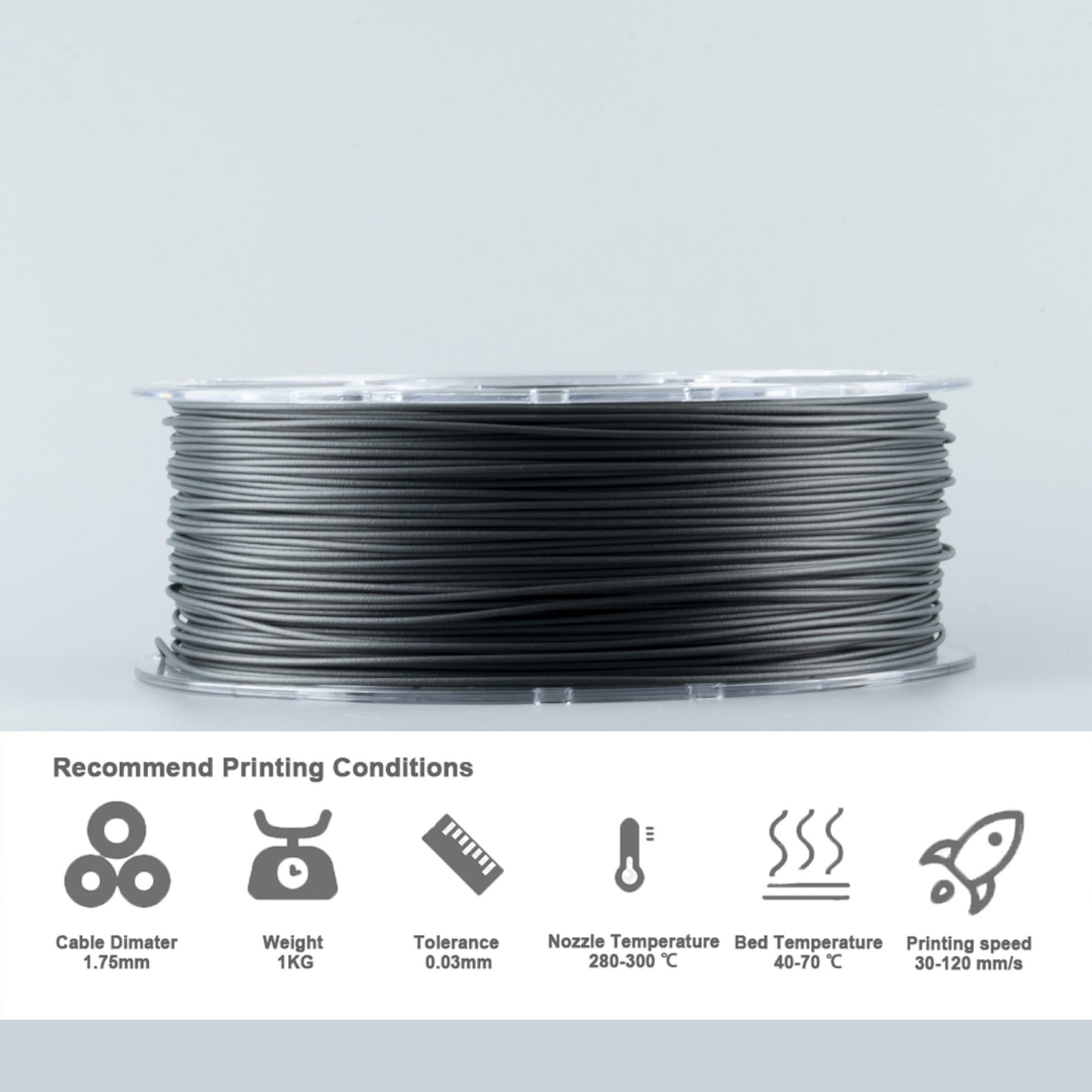
Nozzle Temp: 280-300 ℃
Bed Temp: 40-70 ℃
Print Speed: 30-60 mm/s
Bed: PEI Film or Coating with PVP Glue
Fan: Off
Dimater: 1.75mm
Material weight: 1KG/Roll
Color: Black
Features:
- Smart Fiber Reinforced Technology
MAR controls the dispersion and distribution of chopped carbon fibers within the material matrix during the extrusion process, the fibers form a mesh skeleton structure within the material and bear most of the load transferred by the material matrix. Smart Fiber Reinforced Technology greatly improves the mechanical properties and heat resistance of the material, and releases the internal stress during the printing process through the fiber mesh structure, resulting in good dimensional stability of the printed part and no warpage.
- Ultra low humidity sensitivity
MAR EasePA12-CF uses PA12 long-chain nylon, which has a saturated moisture absorption rate of only one-tenth of that of ordinary PA6, which completely solves the defects of great changes in mechanical properties and dimensional stability of nylon materials after moisture absorption.
- Low density
MAR EasePA12-CF is one of the lowest-density FDM industrial-grade printing materials, easily realizing high-strength and lightweight industrial applications.
- Super abrasion resistance
MAR EasePA12-CF has low friction coefficient, self-lubricating property and good wear resistance. Easily realize all kinds of high-strength gears or industrial applications with high wear resistance requirements.
|
MAR™ MR-EasePA12-CF Physical Properties |
||
|
Property |
Testing method |
Typical value |
|
Density |
ISO 1183 |
1.06 g/cm³ |
|
Moisture Sorption |
ISO 62: Method 1 |
0.60% |
|
Melting Temperature |
ISO 11357 |
167℃ |
|
Melt Index |
260℃, 2.16kg |
11 |
|
Softening Temperature |
ISO 75: Method A |
105℃ (1.80MPa) |
|
ISO 75: Method B |
125℃ (0.45MPa) |
|
|
Tensile Strength (X-Y) |
ISO 527 |
74.48±2.85 MPa |
|
Tensile Modulus (X-Y) |
3113.73±349.0 MPa |
|
|
Elongation at Break (X-Y) |
3.84±0.20 % |
|
|
Bending Strength (X-Y) |
ISO 178 |
116.4±4.17 MPa |
|
Bending Modulus (X-Y) |
3603.79±353.81 MPa |
|
|
Charpy impact strength (X-Y) |
ISO 179 |
8.03±0.66 KJ/㎡ |
|
Elongation at Break (Z) |
Custom method: Vase mode/ |
31.98 ± 1.96 MPa |
|
Nozzle size 0.6mm/Layer height 0.3mm/ |
||
|
Layer time 20s |
||
|
All testing specimens were printed under the following conditions: |
||
|
Recommended printing conditions |
|
|
Nozzle temperature |
280-300 ℃ |
|
Nozzle size |
0.4-1.0 mm |
|
Bed |
PEI Film or Coating with PVP Glue |
|
Bed temoerature |
40-70 ℃ |
|
Raft separation distance |
0.08-0.12 mm |
|
Cooling fan |
Off |
|
Printing speed |
30-120 mm/s |
|
Retraction distance |
3-6 mmm |
|
Retraction speed |
1800-3600 mm/min |
Other using notice:
- Nylon materials are very easy to absorb moisture in the environment. After moisture absorption, the printing will appear to be silky, and there will be bubbles in the extrusion, which will reduce the printing quality. It is recommended that you open the MR-UltraPA-CF vacuum aluminum foil packaging and immediately put the wire in the drying box (the humidity is controlled below 15%) for printing. Please put the different wires back into the original packaging aluminum foil bag and keep it sealed.
- When the material is damp, there will be more printing wire drawing, bubbles extruded, and the printing surface quality is rough. Please put the wire into an oven at 80-100℃ to dry for 4-6h, then the printing quality of MR-UltraPA-CF can be restored.
- It is recommended to use Phaetus hardened steel and above nozzles, which can effectively improve the printing quality. It is recommended that the thickness of the heating block is not less than 12mm.
- After printing, the printed parts can be annealed, which can further improve the strength of the MR-UltraPA-CF printed parts. Annealing conditions: Place it at 80-100℃ for 4-8 hours.
Disclaimer:
The typical values presented in this data sheet are intended for reference and comparison purposes only. They should not be used for design specifications or quality control purposes. Actual values may vary significantly with printing conditions. End- use performance of printed parts depends not only on materials, but also on part design, environmental conditions, printing conditions, etc. Product specifications are subject to change without notice.
Each user is responsible for determining the safety, lawfulness, technical suitability, and disposal/recycling practices of Mar materials for the intended application. Mar makes no warranty of any kind, unless announced separately, to the fitness for any use or application. Mar shall not be made liable for any damage, injury or loss induced from the use of Mar materials in any application.